
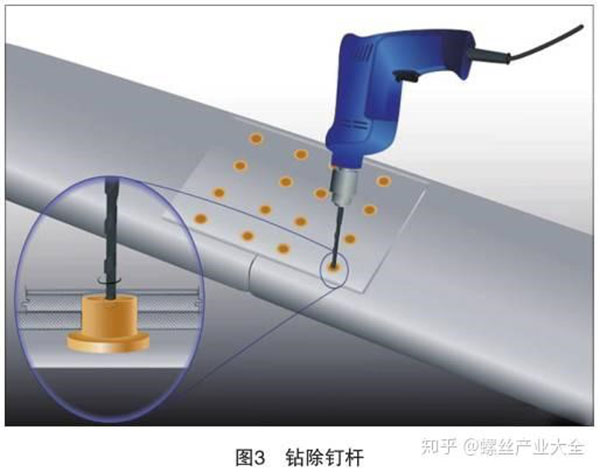
Neetimisprotsess nõuab suurt täpsust, eriti deformatsiooni kontrollimistneetimisprotsesson neetimisprotsessi võti.

Neetimisprotsess sarnaneb vaba sepistamise protsessiga, tegelikult on see välisjõudude mõjul needipea moodustamise protsess, mis on neetimissurve kasutamine tihvti võlli kõrguse vähendamiseks ja läbimõõdu suurendamiseks. needipea moodustamiseks.
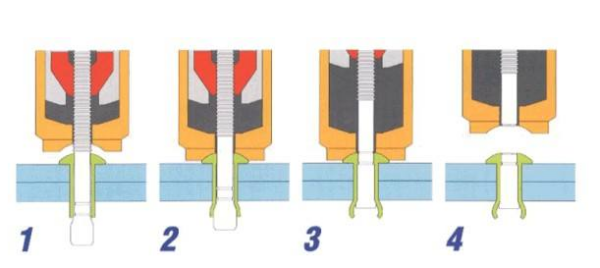
Väliste jõudude mõjul toimub neetis plastiline deformatsioon, mille tulemusena needivarras laieneb ja pakseneb.See paisumine avaldab survet augule, põhjustades selle laienemist.Needipea moodustamise protsess mõjutab oluliselt neetimise deformatsiooni ja neetimiskonstruktsiooni väsimustpärast neetimise lõpetamist.
Analüüsiti metalli voolutrendi needipea neetimisprotsessis: kui ülemine ja alumine neetimisstants olid jäigad kehad, siis ülemine stants rakendas needipea toorikule neetimisprotsessi ajal neetimisjõudu F ja ülemise vahel oli hõõrdejõud f. ja alumised stantsid ja needipea tooriku kontaktpind, siis tooriku kõrgus lüheneks ja põiki paksenemine suureneks neetimisrammu surve ja hõõrdejõu toimel ning tooriku keskmise osa maht suureneks kiiremini kui tooriku ots needipea moodustamise protsessis, See on hõõrdumise mõju, moodustades vöötrumli kuju.
 Seega, kui metalliosakeste voolusuuna kujutamiseks kasutatakse tooriku põiklõiget, on see metalliosakeste kiirgusvoog ristlõike keskpunktist ümbritsevatesse aladesse.Metallplasti vormimisel osakeste voolumustri analüüsimiseks saab rakendada minimaalse takistuse seadust.Plastvormimisel, kui metalliosakestel on mitu võimalikku liikumissuunda, liiguvad need minimaalse takistuse suunas.
Seega, kui metalliosakeste voolusuuna kujutamiseks kasutatakse tooriku põiklõiget, on see metalliosakeste kiirgusvoog ristlõike keskpunktist ümbritsevatesse aladesse.Metallplasti vormimisel osakeste voolumustri analüüsimiseks saab rakendada minimaalse takistuse seadust.Plastvormimisel, kui metalliosakestel on mitu võimalikku liikumissuunda, liiguvad need minimaalse takistuse suunas.
Kui tooriku otspinnale mõjuv ülemise matriitsi hõõrdejõud on f, kuna vabale pinnale voolaval kontaktpinnal olevate osakeste hõõrdetakistus on võrdeline osakeste ja vaba pinna vahelise kaugusega, seda lühem on. kaugus vabast piirist, seda väiksem on takistus ja metalliosakesed peavad voolama selles suunas.
Postitusaeg: juuli-12-2023